Chlor-Alkali Electrolysis
As a provider of all three market-leading technologies for Chlor-Alkali electrolysis, we deliver tailored solutions for maximum efficiency, safety, and reliability. Acting as a true integrated systems provider, we cover the entire value chain – from technology selection and engineering to comprehensive lifecycle services. Everything you need, from a single source.

World-leading electrolysis technologies
1.5 GW/yr
supply chain established
>10 GW
of capacity installed
>3 GW
contracted capacity
Best In Class In Chlor-Alkali Electrolysis
With more than 600 electrochemical projects planned and implemented worldwide – including over 40 turnkey EPC projects – thyssenkrupp nucera combines unrivaled technology expertise with six decades of project execution experience. From small-scale units to some of the world’s largest Chlor-Alkali plants with capacities of more than 1,000,000mt/year of NaOH, we deliver proven performance at scale.

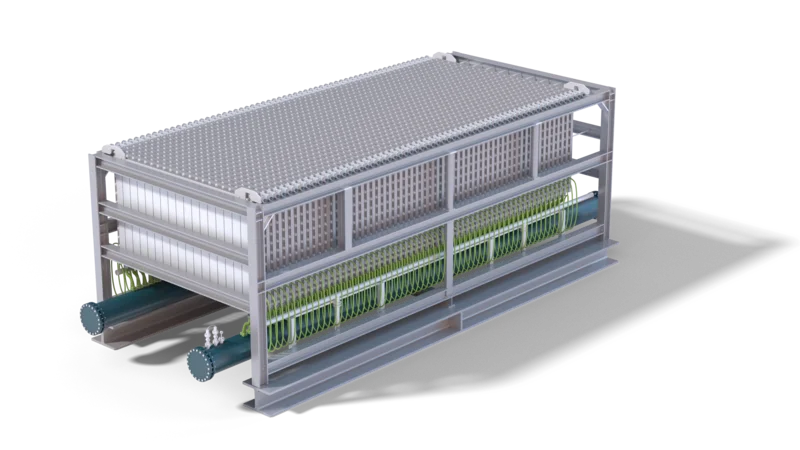
Bipolar Membrane – Single Element Technology (BM)
The BM2.7 single-element series has been setting standards in Chlor-Alkali electrolysis for nearly 30 years. With its innovative zero-gap design, the well proven BM2.7 v6 generation delivers highly competitive power efficiency. Combining proven single-element reliability with enhanced efficiency and extended membrane life, BM is trusted worldwide for long membrane life and low energy consumption – the next-generation electrolyzer BM2.7 v7 achieves power consumption of less than 1,960 kWh per ton of NaOH at 6 kA/m².
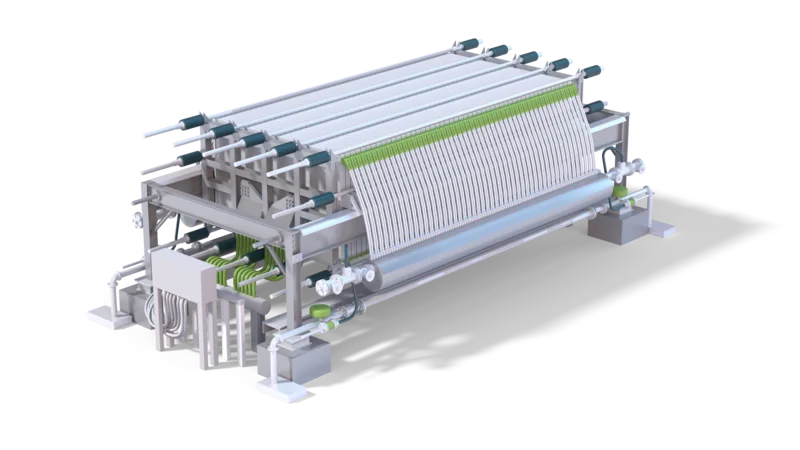
Bipolar Ion-exchange Membrane Process Electrolyzer – Filterpress Technology (BiTAC)
The BiTAC family is proven worldwide and sets global benchmarks in energy efficiency for Chlor-Alkali electrolysis. Building on more than 30 years of filter press expertise, each BiTAC generation has pushed power consumption to new record lows – the next-gen electrolyzer e-BiTAC v7 achieves power consumption of less than 1,960 kWh per ton of NaOH at 6 kA/m².
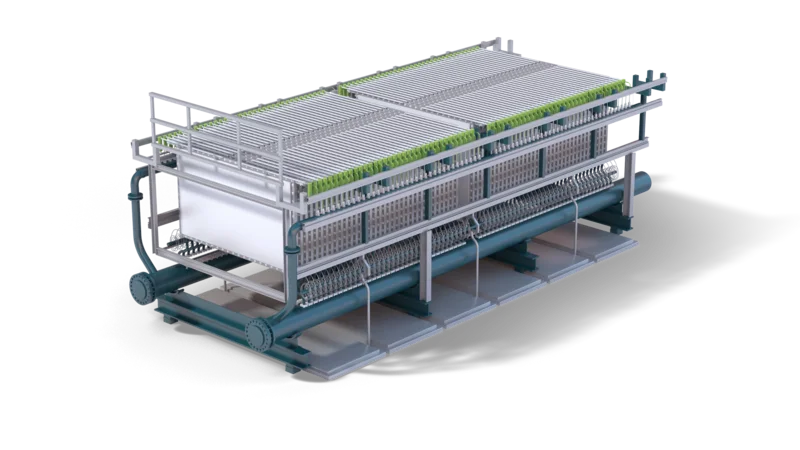
Oxygen-depolarized Cathode Process Electrolyzer (NaCl-ODC)
Developed in cooperation with Covestro, NaCl-ODC technology represents a quantum leap in sustainable Chlor-Alkali electrolysis. By introducing oxygen into the cathode compartment, cell voltage is reduced – cutting energy use by up to 25%. NaCl-ODC offers a reliable, future-ready solution for lowering costs and CO₂ emissions.
Locations
Projects

- Asia Pacific
-

TGV SRAAC
- Europe
-

Covestro
- Middle East
-

Adnoc (Taziz)
- North America
-

OxyChem
Worldwide Service – Everything from a Single Source
Beyond world-leading technologies, we ensure maximum availability and efficiency for your Chlor-Alkali plants with a comprehensive global service portfolio. From digital plant monitoring and remote diagnostics to certified spare parts, upgrades, and full-service packages – we are your long-term partner for safe, reliable, and cost-efficient operation.
